aHR0cDovL2ZyZWVzaGlwLmNvLmty
aHR0cDovL2ZyZWVzaGlwLmNvLmty
- 신청: 밀링 머신
- 근원: CN (정품)
- 증명서: NONE

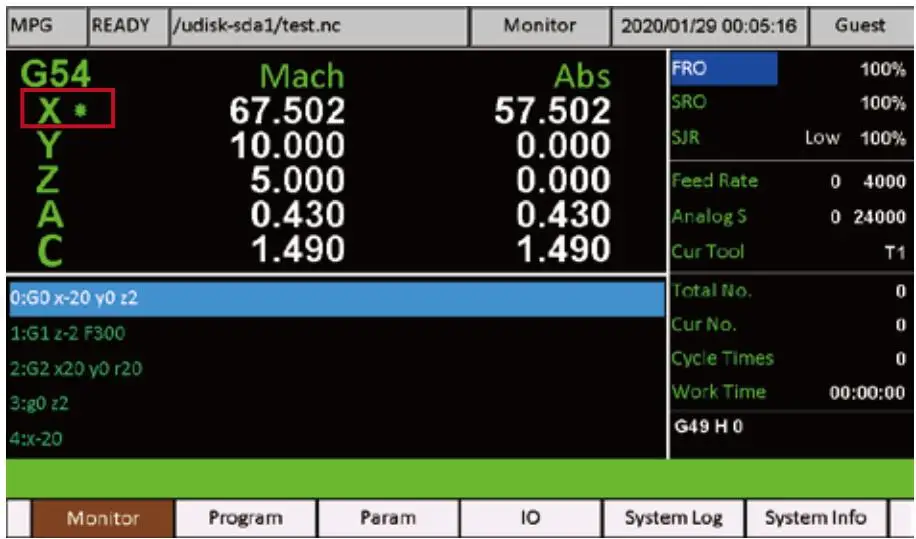
Introduction:
M350 system is a professional 3-5 axis motion controller based on the built-in platform. It features a 7 inch color screen, complete with keyboard input and customizable function keys to make the user's operations more convenient. It supports multi-process, linear magazine tool, and disco magazine tool functions. The interface and structure to adopt the mainstream methods on the market, which are simple to use, easy to learn and understand, and easy to install. The system adopts advanced adaptive speed forward control algorithm, which has the characteristics of high processing efficiency and surface quality delivery. Meet the needs of various engraving machines, engraving milling machines, and cutting machines.
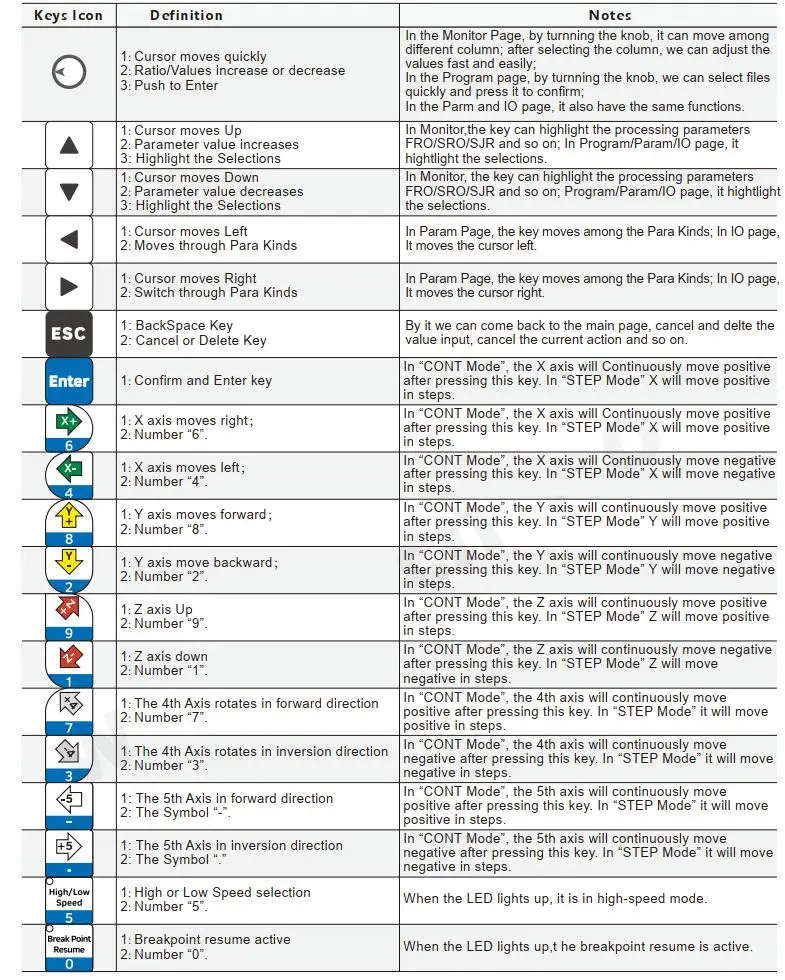
System icas:
Maximum number of axis control: M350 a five-axis, 2-5 linear interpolation, arbitrary 2-axis circular interpolation;
Operation mode: mainstream engraving machine system operation;
Display size: 7 / 10.2 inches;
Display Resolution: 1024 * 600;
I / O: M6xx standard IO 20/21, M3xx standard IO 24/21;
Analog output voltage: 0-10V;
PWM output: only supports M3xxz
Tool magazine type: multi-process, in-line, disco;
Setting mode tool: support automatic and manual setting tool;
Tool setting type: fixed tool setting, floating tool setting, first tool setting / second tool setting;
Compensation methods: compensation gap direction, radius compensation, compensation length;
Interpolation algorithm: S shape, hard arc algorithm, soft arc algorithm;
Language: Chinese and English support;
CNC software alarm: program error, operation error, overtravel error, servo drive alarm, etc;
Network: Support for file sharing and online file processing a distance;
Output an open collector, the maximum output current is 500mA, which can directly drive the relay;
The pulse direction adopts differential output, and the maximum interpolated pulse output frequency is 1MHZ;
Spindle control mode: multi-speed (4 speed, 16 speed), analog size (0-10v), servo spindle;
Compatible with standard G codes. Mainstream CAD / CAM software support, come for example ArtCam, MasterCam, ProE, etc.
User interacts with files via external U disk and works completely offline;
Multi-stage preprocessing, speed adaptive forward control of the track processing, fast processing speed, high precision, and continuity processing delivery;
Process of small line continuously segments at high speed, And automatically select the most effective algorithm among various small line segment control algorithms;
Large processing capacity file support;
With breakpoint memory, automatic power-off protection function, close a processing function and designated line processing function;
Support time lock function;
Support a four operation permissions (guest, operator, administrator, super administrator);
With automatic return to origins, return to origins, energy-saving piece of origin and load functions;

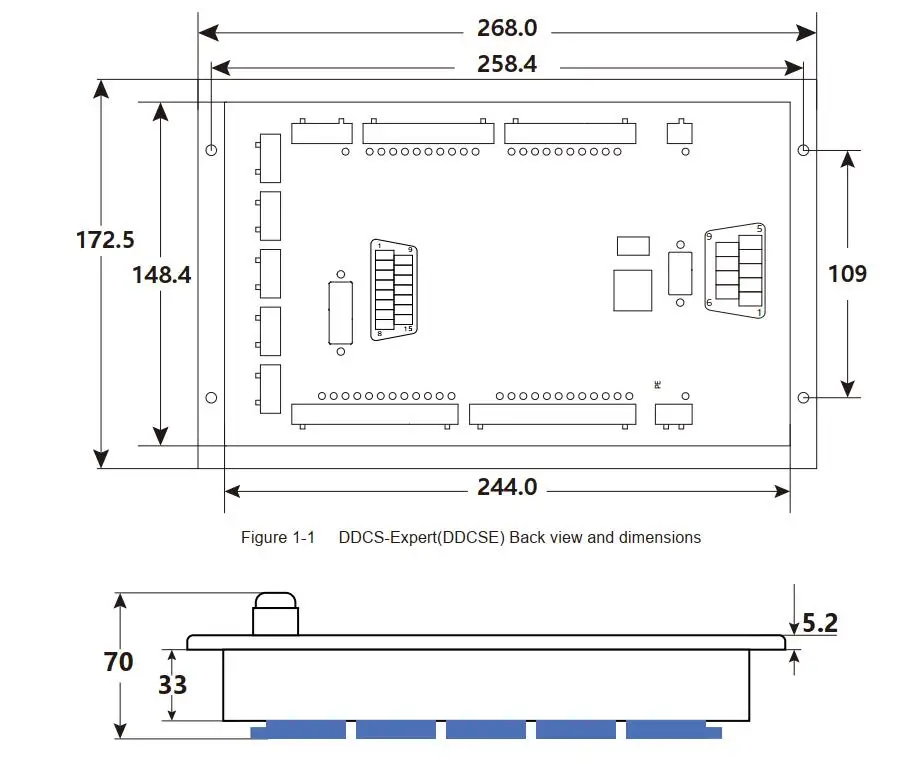
Wiring Introduction:
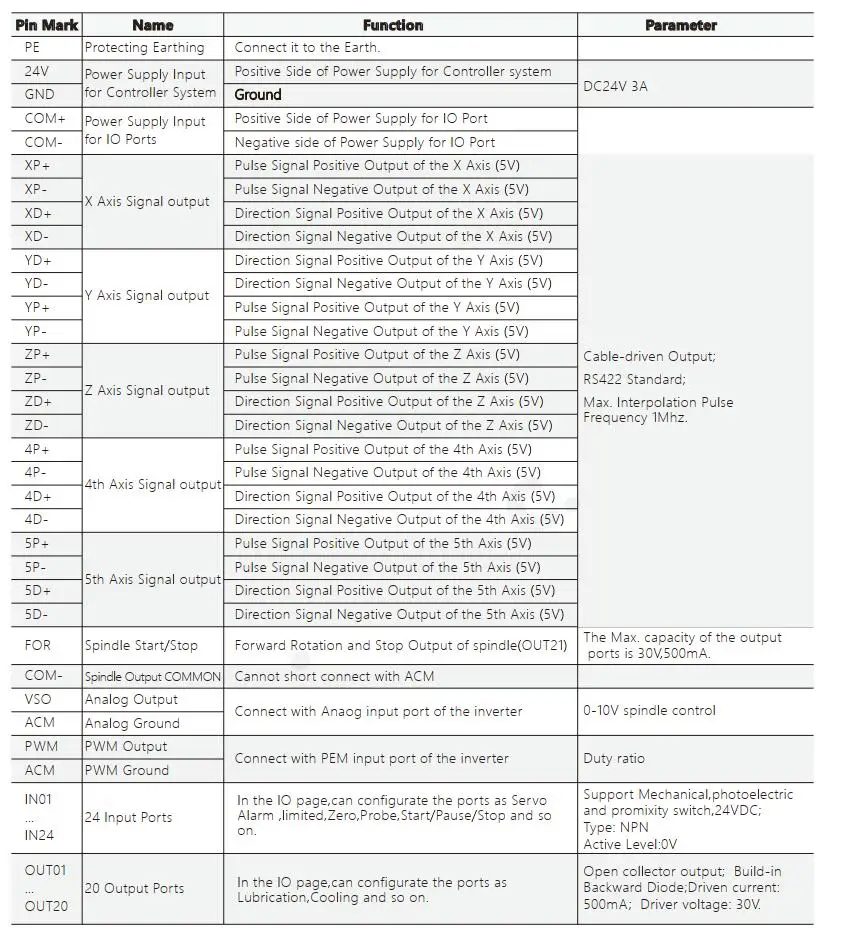
1) power supply and IO system power input port;
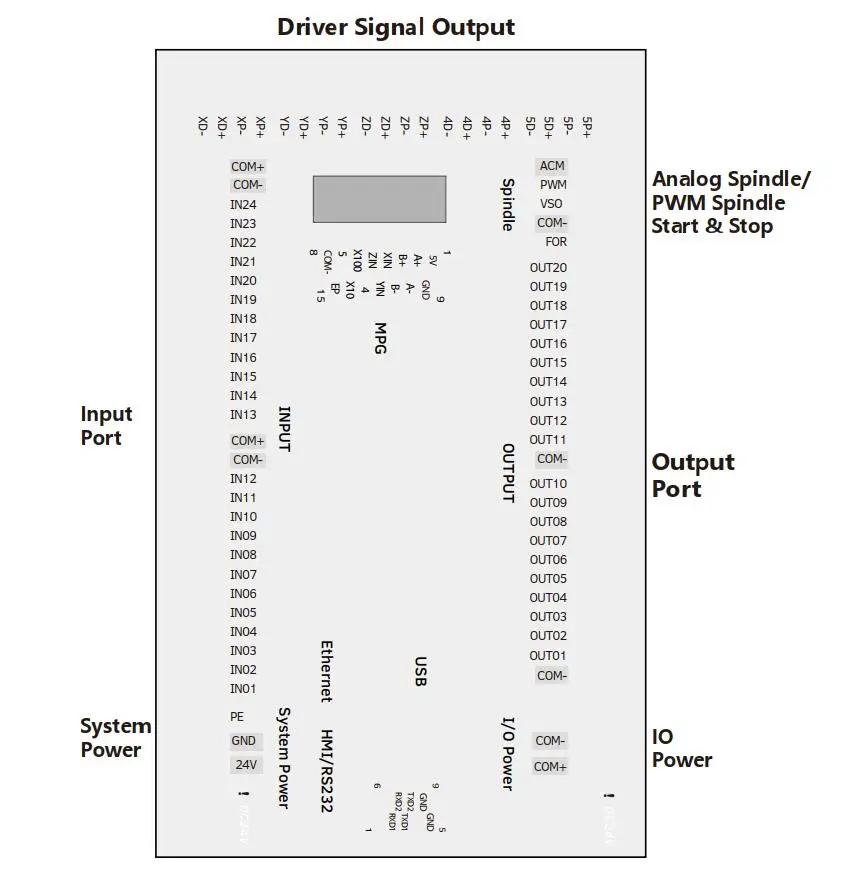
2) the Driver signal output port;
3) the entrance and exit doors;
4) chuck output door;
5) MPG port;
6) Ethernet and USB interface;
7) HMI / RS232 interface.
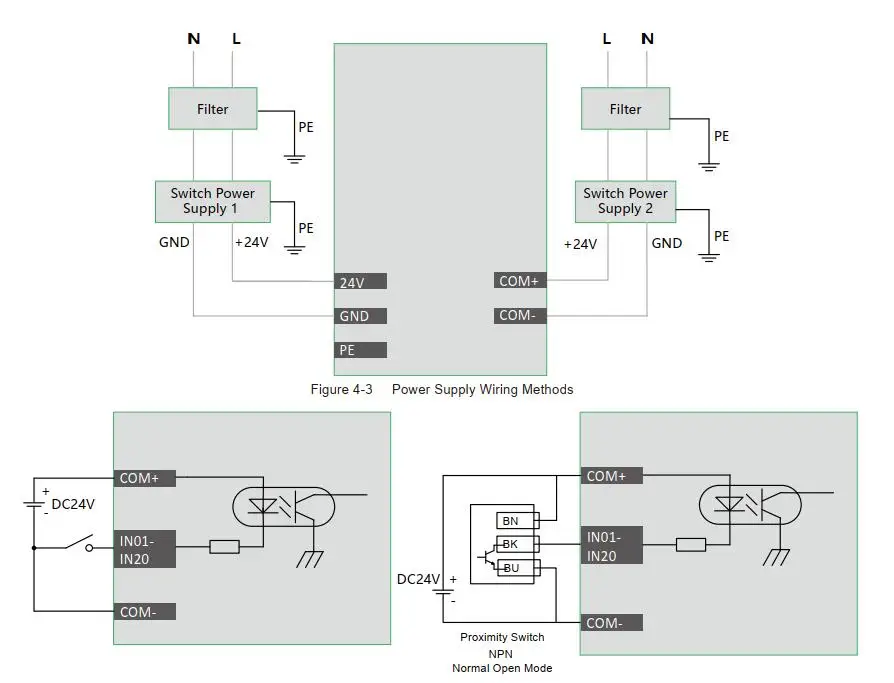
M350 requires because of power supplies, the main power manager is used for the control system, and the power supply IO port is used for the input and output port and the MPG. Both of power sources are 24VDC and the current is 3A. The main power input port and the power input port, marked with 24V and GND. Among the IO power input ports, COM + and COM-are the input / output ports and power input ports of MPG. Please hold on. Please remember that the controller can work normally only if the sources due to energy are connected correctly. Many new users only supply power to the system, and therefore only limited switches, relays, MPGs and spindle do not work at all, so please check if and still supply power for the IO port. IO Power provides power for all IO ports, including limited switches, relays, MPG, etop and all other input and output ports. Without it, the spindle, MPG, input and output ports won't work. In order to avoid electrical noise, it is highly recommended to use separate 24V power supplies due to. In order to avoid high-frequency electrical noise from the power cord, it is highly recommended to install a power noise filter at the switching power input end.

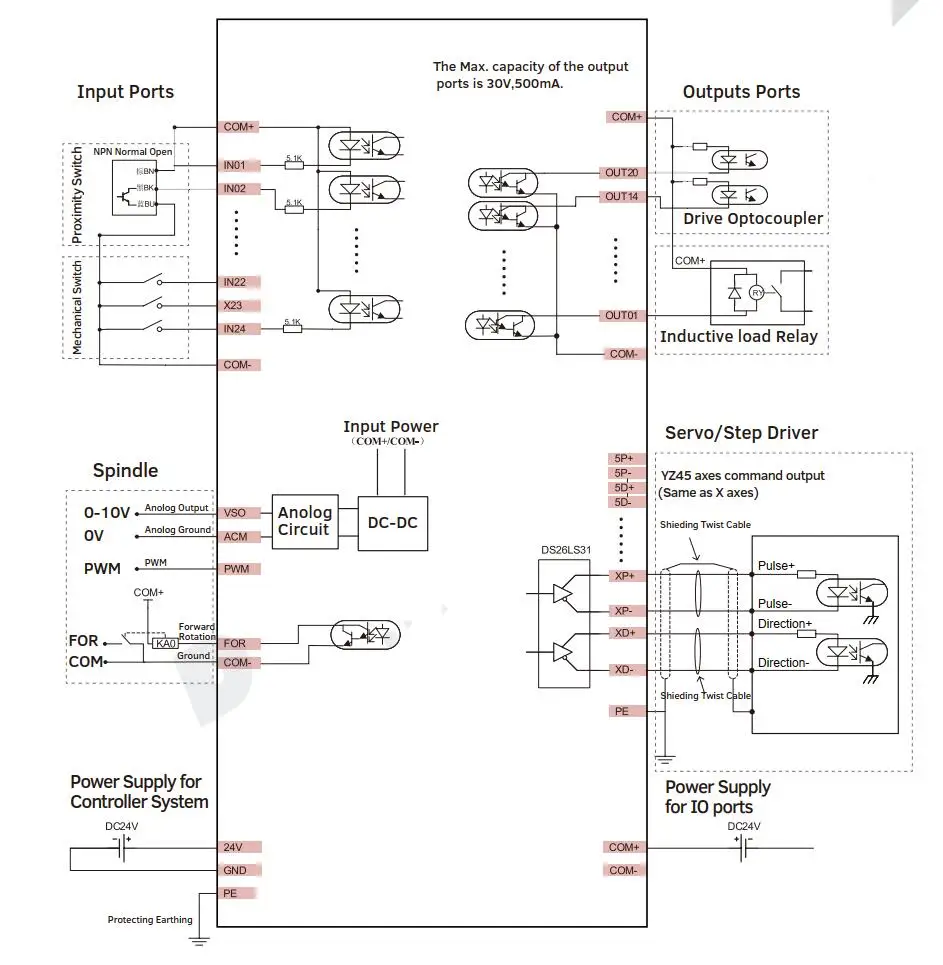
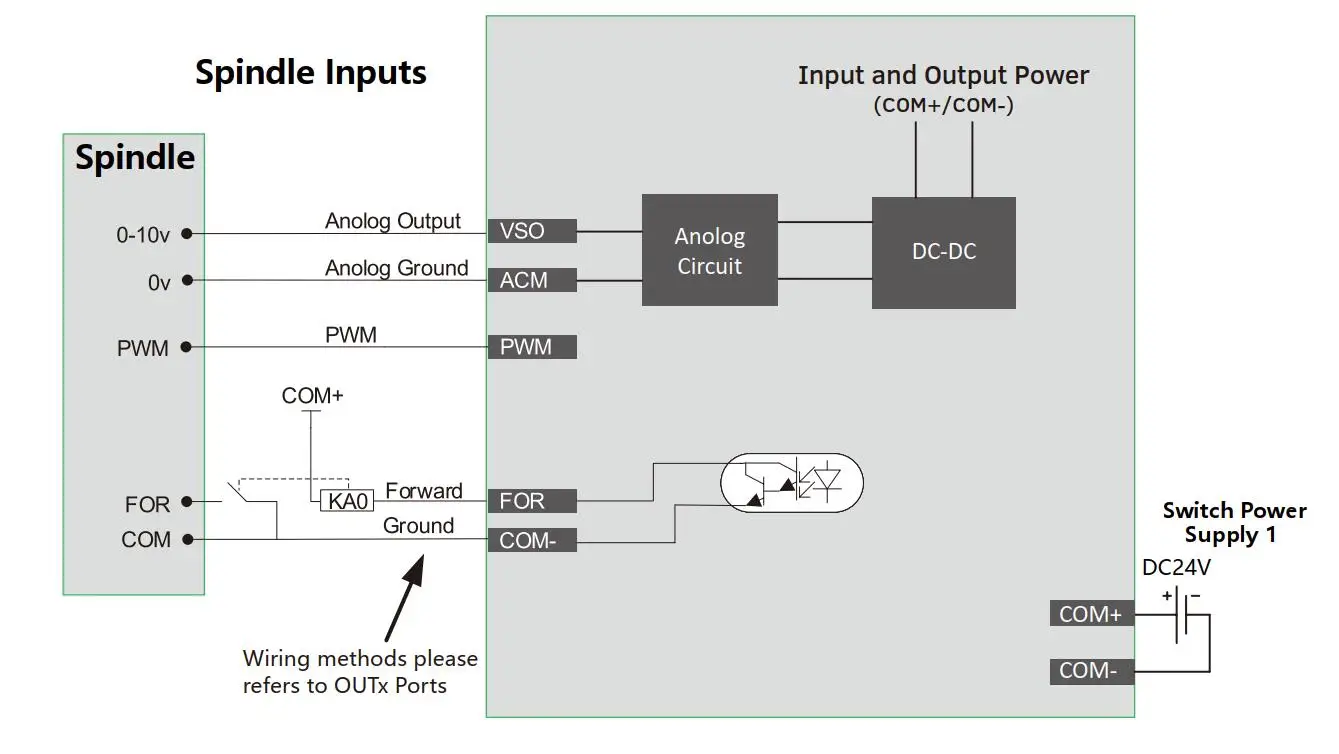
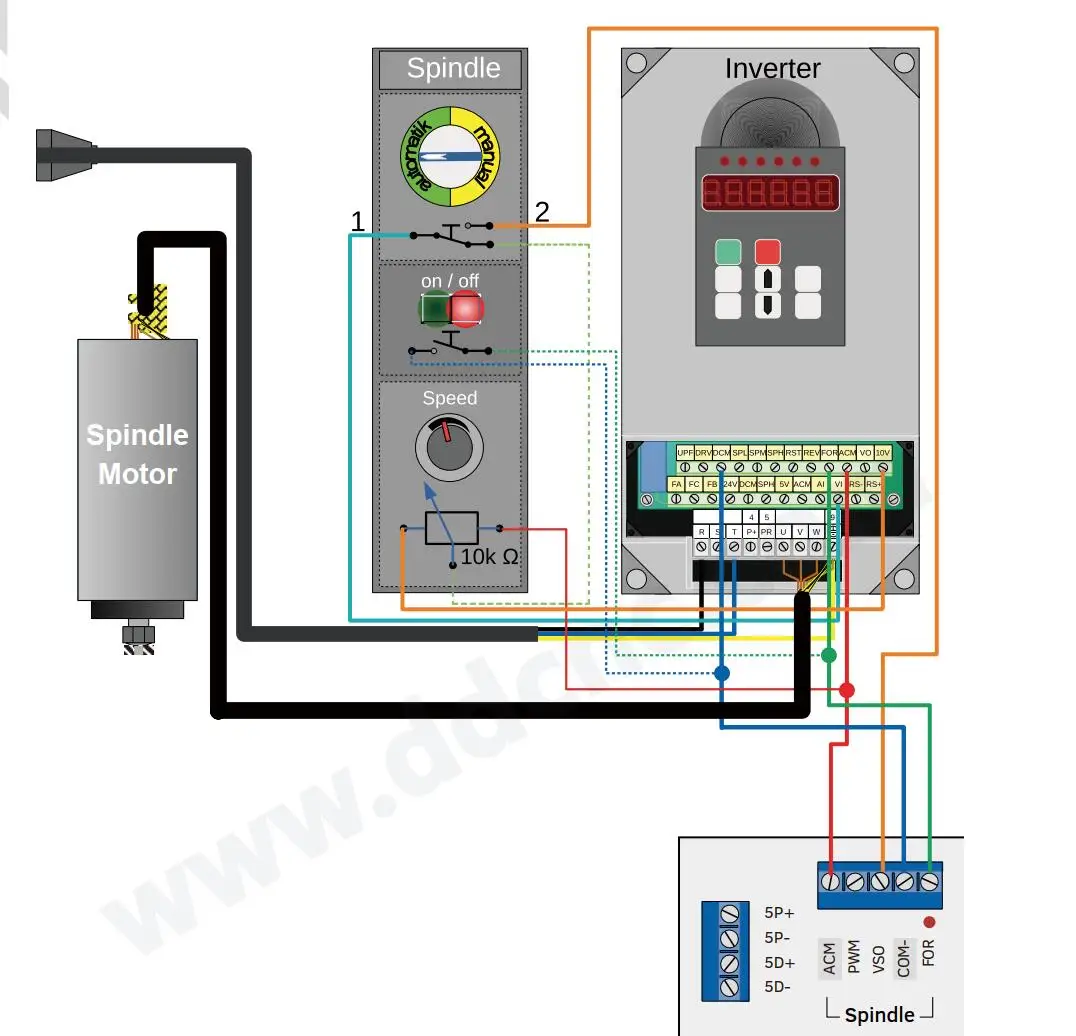
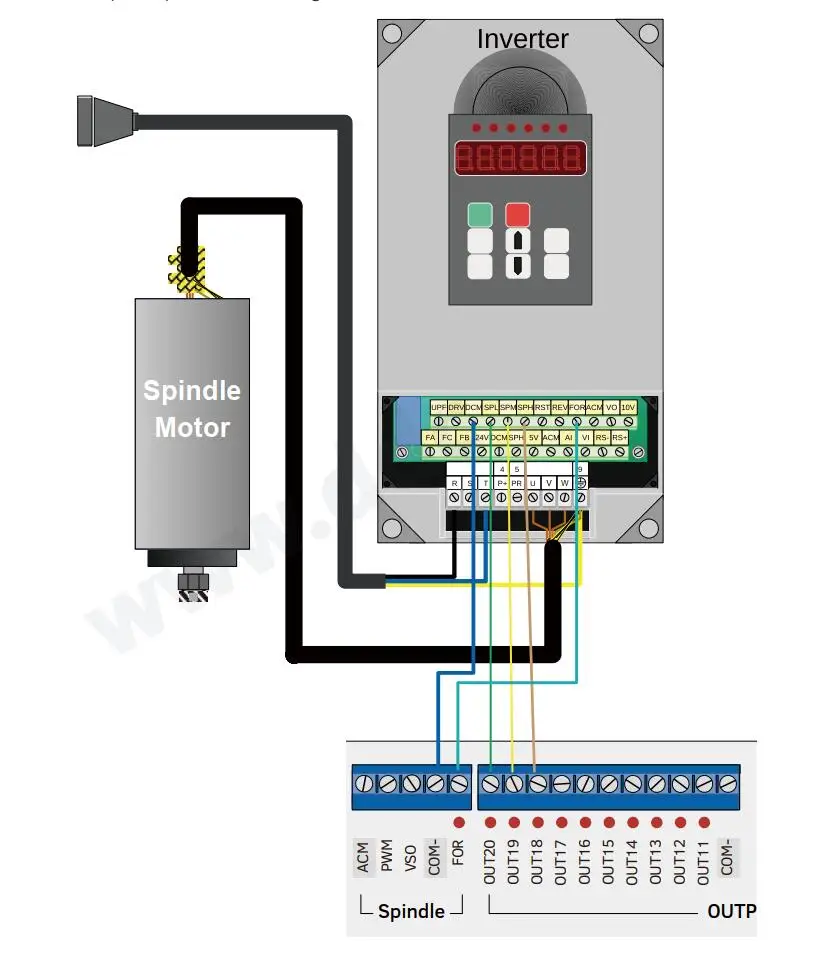
Introduction for inverter Introduction for inverter wiring:
In analog spindle, the speed control output terminal Able to output 0-10V. Can be adjusted By sending a voltage between 0 to 10V to the VFD, the spindle motor speed Spindle speed adjustment. Use VFD (Variable Frequency Drive) to control the spindle speed, just need to start / Stop signal and 0-10V signal to control the frequency. The wiring method of the TO port and the same port as that of the normal output. PER and used for the spindle forward output or start / stop output; the analog circuit is isolated from the output power, do not short circuit ACM and COM- (DCM); If you Just need to start and stop the spindle commands, you just need to connect the TO the output port The controller frame with the startup input port of the Inverter
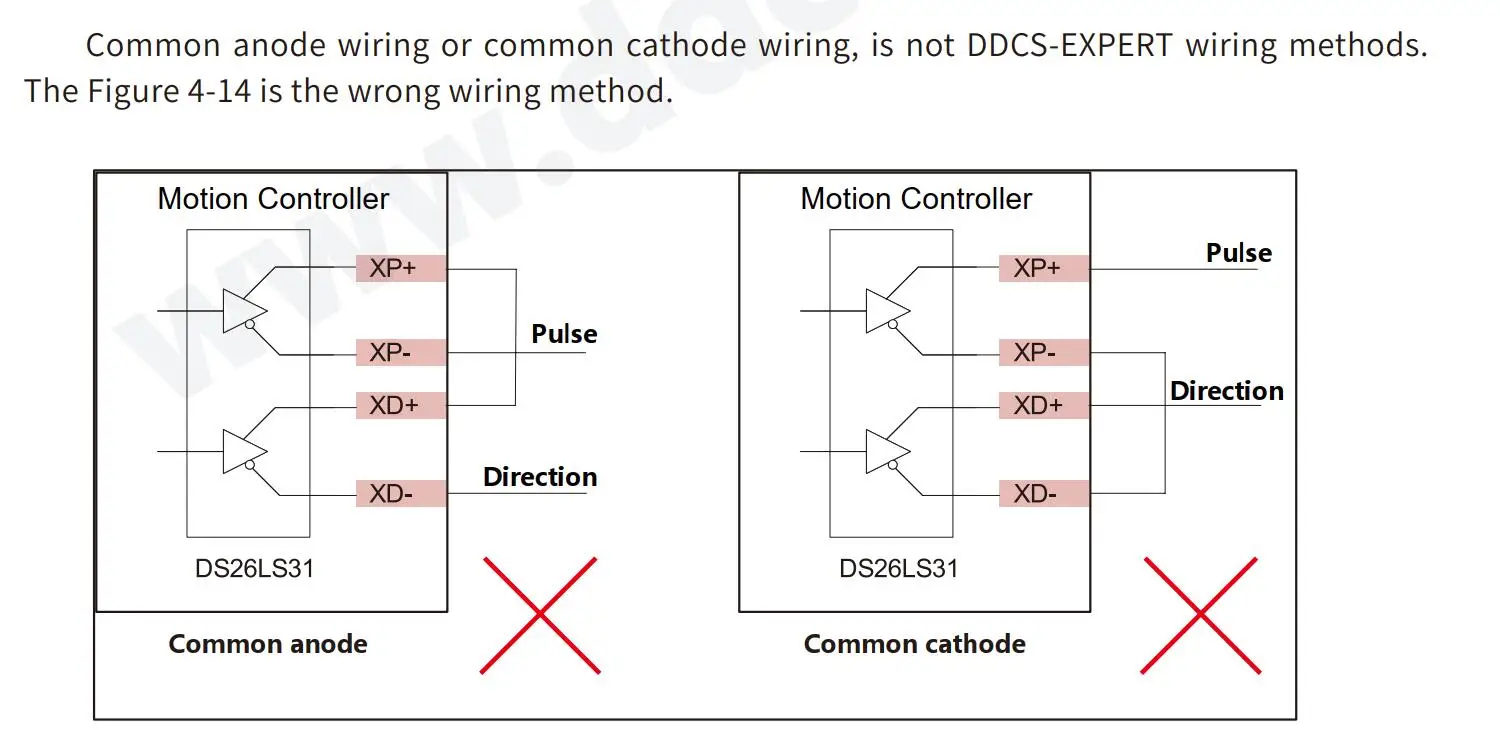
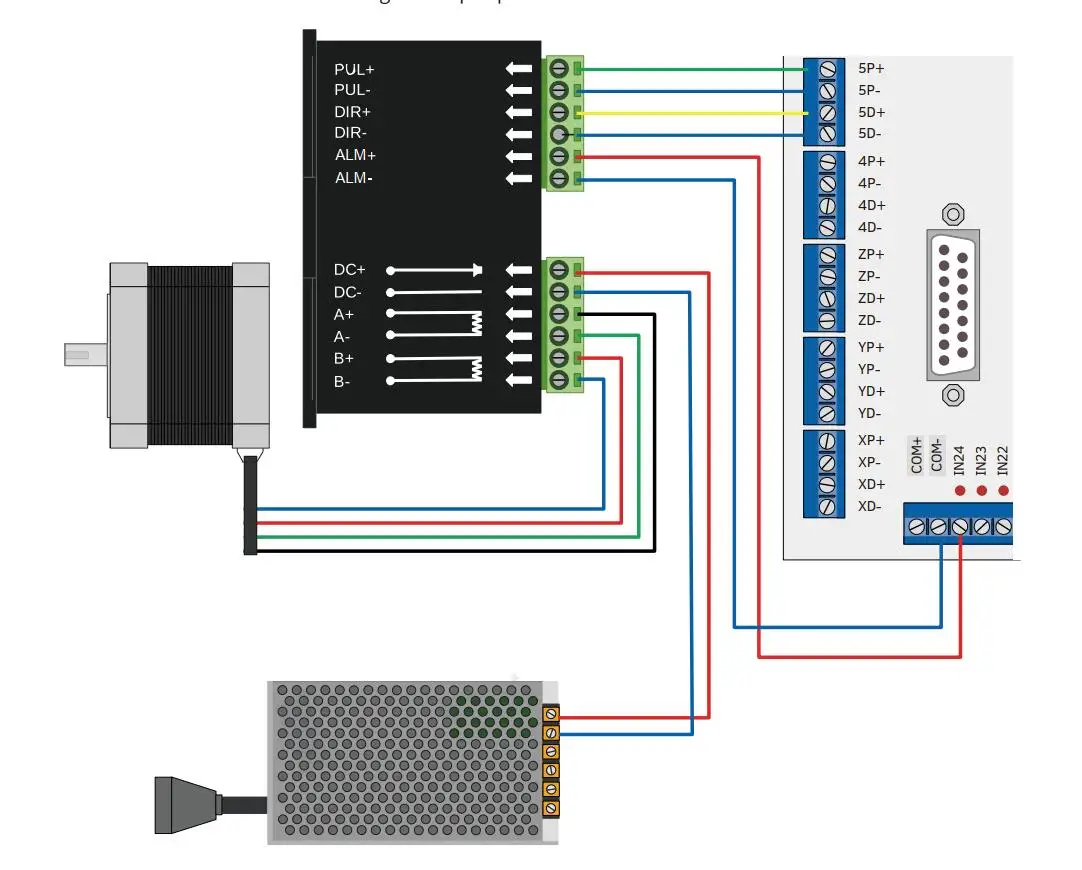
Wiring unit:
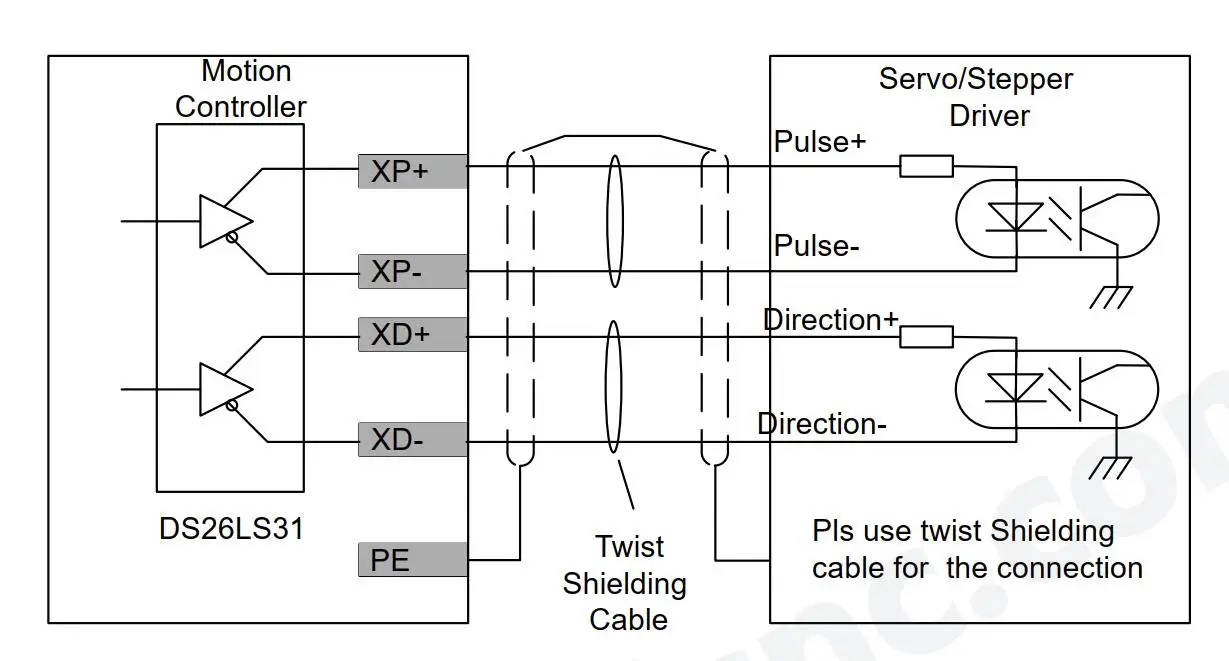
Step / servo output control, we use pulse method and differential output direction
They are shown in Figurative 1-12. 1Mhz per axis. There are 3 or 4 or 5 axis options.
Figurative 1-12 requires X axis as an example, Y, Z, UN, E B are the same wiring methods.
Pulse and signal output direction of voltage and ± 5V
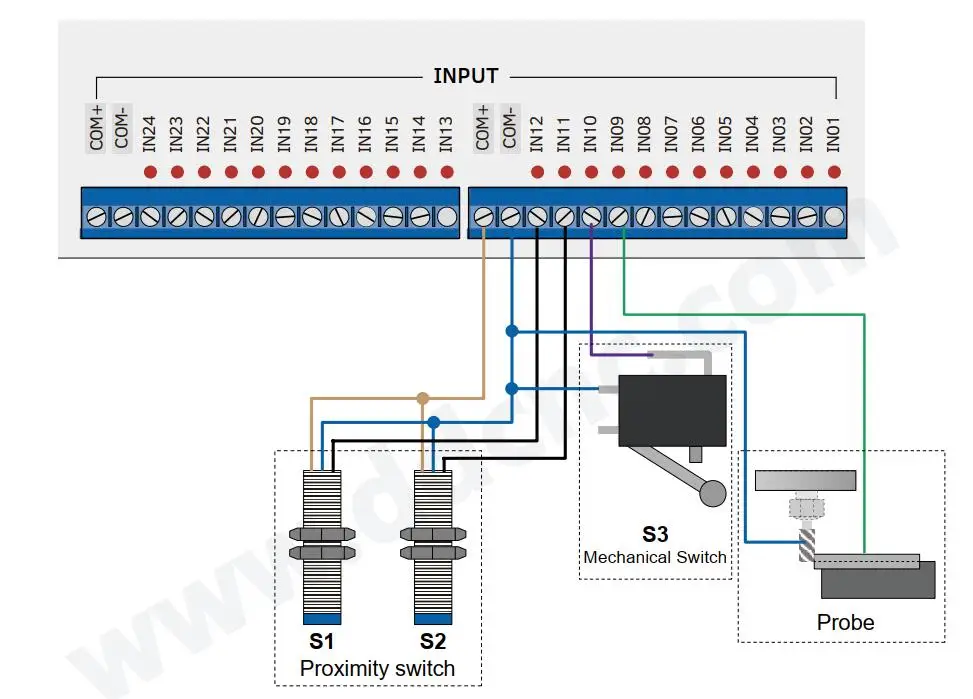
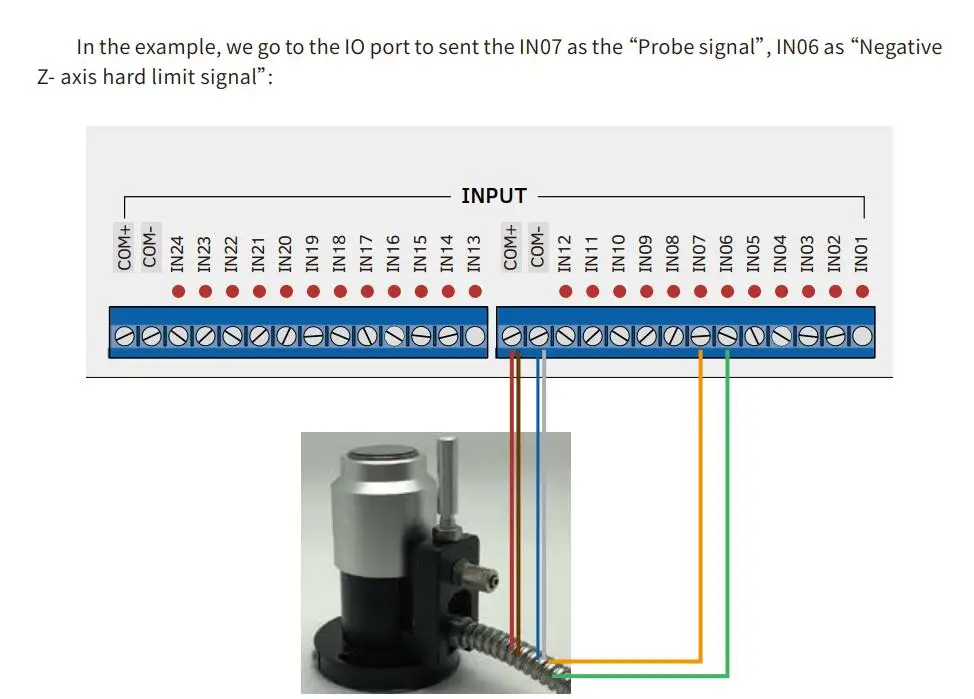
Wiring input signal:
M350 input and output are defined on user IO ports, in our example, we have fixed IN12,
IN11 and IN10 are used as the "limit axis signal of" input ports, and we have set IN09 for "Probe"
Exit door.
Please note that the limit switch type should be NPN normally open, and the voltage range as well
24VDC
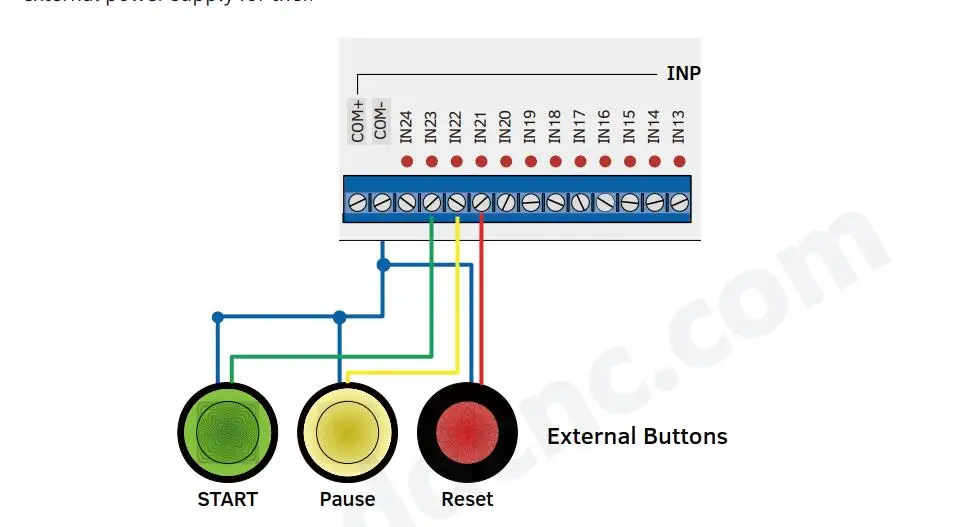
M350 Input and Output are defined on the user IO ports, In our example, we have already set IN23
Like the "External" Start "entrance door, IN22 come the" External Entrance Pause ", and IN21 come" Stop "for External entrance.
Please choose the external buttons which and 24VDC power input. So there is no need for a
External power supply for them
MPG wiring: Important:
1) the COMMON terminal of all input signals and COM-instead of GND; do not short-circuit GND e
COM-;
2) MPG needs to be powered through the power port of IO (COM +/-), otherwise MPG cannot work;
3) due to pin limitation, if X10 and X100 are unselected, the system just need to select X1
By default.
4) use the MPG, and then press the "Trial Cut", the system can be changed to the "Steering Wheel Control And Closure".
Boot) can be active

















 배송기간
배송기간